CNC Table Type Boring Mill (Boring and Milling)





Primarily designed for high-performance boring and milling, our CNC table type boring and milling machines also excel at drilling, reaming, and plane milling operations. They are exceptionally suited for processing box-type parts, frame components, and molds where precise hole spacing is critical. A key advantage is the ability to complete multiple processes—milling, boring, drilling, reaming, and tapping—in a single workpiece clamping, significantly enhancing productivity. These machines offer sophisticated six-axis control with four-axis simultaneous linkage, enabling complex operations like circular interpolation and the machining of 3D curved surfaces.
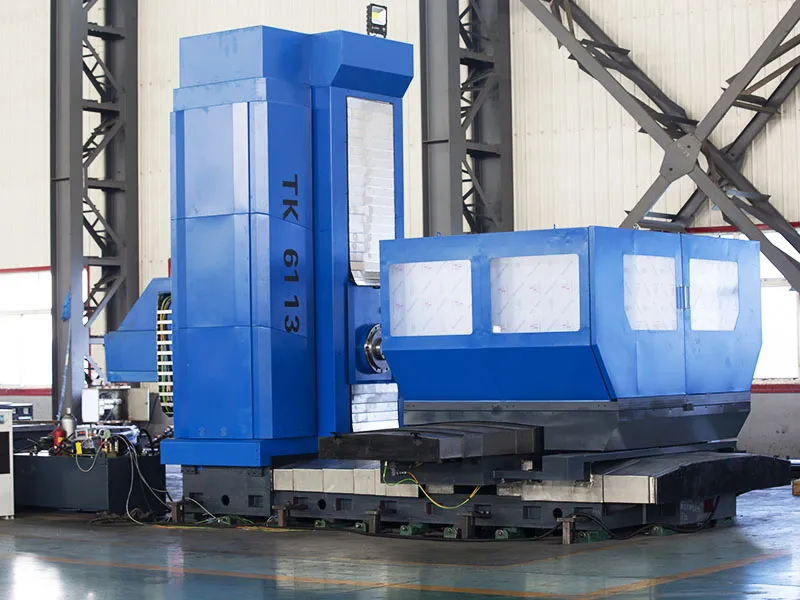
This machine is widely used for the machining of box-type components, frame structures, and mold parts.
| Model | TK6111 | TK6113 | ||
| Worktable Size (L×W) | 1250×1400mm | 1400×1600mm | ||
| Spindle Diameter | ∅110mm | ∅130mm | ||
| Transverse Travel of Worktable (X-Axis) | 1800-2000mm | 1800-2000mm | ||
| Vertical Travel of Headstock (Y-Axis) | 1200-1600mm | 1600-2000mm | ||
| Longitudinal Travel of Worktable (Z-Axis) | 1200-1600mm | 1200-2000mm | ||
| Spindle Travel (W-Axis) | 600mm | 800mm | ||
| Worktable Rotation (B-Axis) | CNC control | CNC control | ||
| T Slot (Width×Pitch) | 22×125mm | 22×125mm | ||
| Max. Load Capacity of Worktable | 5T | 8T | ||
| CNC Controller | SIEMENS 828D or FANUC OI MD | |||
| Quantity of Axes | X/Y/Z/W(U) 4 axes (5 axes) | X/Y/Z/W(U) 4 axes (5 axes) | ||
| Spindle Taper | BT50(P50T-1) | |||
| Spindle Speed | 2-2000rpm | 2-2000rpm | ||
| Main Motor Power Torque | 18kW (1300Nm) | 30kW(2200Nm) | ||
| Max. Boring/Drilling Diameter | ∅240mm/250mm | ∅300mm/80mm | ||
| Max. Feeding Force on Spindle | 13000Nm | 23000Nm | ||
| Rapid Traverse of X/Y/Z Axes | 3000mm/min | 3000mm/min | ||
| Feeding Speed of X/Y/Z Axes | 5-1000mm/min | 5-2000mm/min | ||
| Feeding Speed of W-Axis | 0.5-1000mm/min | 5-2000mm/min | ||
| Rapid Traverse of W-Axis | 2000mm/min | 2000mm/min | ||
| Radial Travel of Facing Head Tool Holder | 160mm | 200mm | ||
| Facing Head Speed | 4-125rpm | 2-125rpm | ||
| Max. Machining Diameter of Facing Head Tool Holder | ∅630mm (optional) | ∅800mm (optional) | ||
| Max. Allowable Torque on Facing Head | 1300Nm (optional) | 2600Nm (optional) | ||
| Feeding Speed of Facing Head | 0.2-500mm/min (optional) | 0.2-500mm/min (optional) | ||
| Rapid Traverse of Facing Head Tool Holder | 1000mm/min (optional) | 1000mm/min (optional) | ||
| Positioning Accuracy of X/Y/Z Axes (Full Travel) (GB/T17421.2-2000) | 0.026/0.03/0.03mm | 0.03/0.03/0.03mm | 0.04/0.03/0.03mm | 0.03/0.03/0.03mm |
| Positioning Accuracy of W-Axis (Full Travel) (GB/T17421.2-2000) | -- | 0.03mm | ||
| Positioning Accuracy of B-Axis Rotation | 0.08' | |||
| Repeatability Accuracy of X/Y/Z/W Axes (Full Travel) (GB/T17421.2-2000) | 0.015/0.015/0.015mm | 0.015/0.015/0.015/0.015mm | ||
| Repeatability Accuracy of B-Axis Rotation | 6' | |||
| Machine Dimensions (L×W×H) | 6.3×3.9×3.7m | 6.5×4.2×3.9m | ||
| Machine Weight | 25T | 32T | ||
The CNC table type boring and milling machine primarily consists of the (machine) bed, column, headstock, saddle, transverse saddle, worktable, lubrication and cooling systems, and the electrical system.
Yes, they can be extensively customized. Based on your workpiece requirements, you can configure the machine with various standard or custom attachment heads, different milling or boring worktables, and a wide array of tool magazines, including libraries for both tools and attachment heads.
Clearly define its intended use. For CNC machining operations requiring high productivity, a more powerful spindle with higher speed and torque specifications is necessary. If primarily used on horizontal surfaces, a spindle with a greater depth of cut might be preferable.
These machines offer high rigidity and precision. The bed, spindle, and tool system are designed to be compact, providing excellent rigidity and minimizing vibrations during processing. The high-precision spindle system maintains stability at high speeds, ensuring accurate dimensions and surface quality. Furthermore, the CNC system's built-in tool compensation function can reduce errors caused by tool wear, thereby enhancing machining accuracy.